导 读
固态电池作为下一代锂离子电池重要的升级方向之一,具有高能量密度、高安全等优点,未来有望逐步实现产业化,市场空间广阔。固态电解质是固态电池的关键变化,在众多固态电解质技术路线中,复合固态电解质综合聚合物和氧化物的优点,配合界面技术的应用,有望率先实现产业化落地。硫化物电解质是全固态电池的理想路线,未来随着硫化物路线以及界面技术的不断成熟,全固态电池将具备产业化基础。
本文主要内容:
固态电池的优势及产业化进程固态电池主流技术路线介绍界面改性技术改善固态电池性能1
固态电池产业化进程
1.1 液态电池的能量密度进入瓶颈期,安全性仍存不足
液态电池的能量密度提升难度较大,距离目标仍有差距。常规的锂离子电池是由正极、负极、隔膜、电解液四大材料以及辅助材料等组成。目前,能够批量生产制造且实现商用的锂离子电池的能量密度最高能够达到 300Wh/kg 左右,但是进一步提升的难度较大。这是由于锂离子电池的能量密度提升主要靠材料克容量的提升,而采用高比容量的正负极材料会造成安全性能的下降,因此,需要在电池的能量密度和安全性方面进行平衡。随着新能源汽车产业的不断发展,对于高能量密度的锂离子电池依然有较大需求。根据中国汽车工程学会制定的动力电池发展路线图,高端型动力电池单体比能量要在 2025 年达到 350Wh/kg 以上,2030 年达到 400Wh/kg 以上,2035 年达到 500Wh/kg 以上。通常来讲,传统液态锂离子电池的能量密度上限被公认为 350Wh/kg,其实际比能量很难达到400Wh/kg,距离规划目标仍有较大的差距。

液态电池应用成熟,但在安全性方面仍有不足。常规液态锂离子电池已经在消费电子、储能、新能源汽车等领域获得规模化应用。新能源汽车方面,根据 SNE Research 发布的数据,全球动力电池装机量从 2020 年的 146.8GWh 增长至 2023 年的 705.5GWh,年均复合增速达到 68.8%;根据中国汽车动力电池产业联盟发布的数据,中国的动力电池装机量 2020 年的 63.6GWh 增长到 2023 年的387.7GWh,复合增长率达到 82.7%。储能方面,根据中关村储能联盟发布的数据,2023 年中国新增投运新型储能装机规模为 21.5GW/46.6GWh,其中锂电池占比达到 97%,进一步提升。然而,液态锂离子电池依然存在安全方面的问题,根据应急管理部门的统计数据显示,2023Q1 新能源自燃率上涨了 32%,平均每天就有 8 辆新能源车发生火灾(含自燃)。按照燃油车的保有量为 3.95 亿辆,而新能源汽车为 891.5 万辆计算,燃油车的季度起火率为万分之 0.46,而新能源汽车的季度起火率为万分之 0.72。

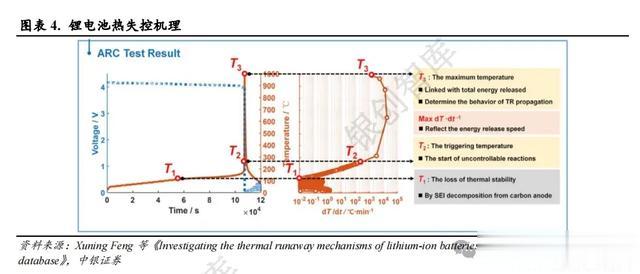
锂电池安全性和电解液、隔膜等稳定性有较大关系。随着电池温度的升高电池内部会发生连锁的放热反应,当电池温度达到 80-120℃时,覆盖在电池负极表面的 SEI 膜发生分解,随后负极活性物质失去保护。温度继续上升会引发多孔隔膜闭孔,常见的隔膜材料有聚乙烯(PE)和聚丙烯(PP)两类。根据钜大锂电和陈泽宇等人在《电动汽车电池安全事故分析与研究现状》中的研究,PE 隔膜闭孔温度在 130℃左右,破膜温度在 150℃左右;PP 隔膜的闭孔温度在 145℃左右,破膜温度在 170℃左右,隔膜闭孔会阻断外部短路的电流回路,起到一定的自保护作用,如果温度继续上升,隔膜会在 190 ℃左右解体,引发内部短路,释放大量的电能使温度迅速升高,进而引发正极分解与电解质分解反应,正极分解会释放大量的热量,被认为是触发热失控的重要原因之一。引发锂离子电池热失控的主要因素有:1)电解液的热稳定性。电解液中锂盐和溶剂的热稳定性与电池的安全性密切相关,大部分的有机溶剂在高温条件下是可燃的;2)隔膜的热稳定性。隔膜的主要功能是对电子绝缘,阻挡正负极的接触,避免电池内部的短路,若隔膜的热稳定性差,在某一温度条件下融化,会直接导致电池的热失控。
1.2 固态电池在能量密度和安全性方面具备优势,有望打开新的应用领域
固态电池能够提升电池能量密度。固态电池是将传统液态电池中的电解液替换为固态电解质的一种电池技术。与液态电池相比,固态电池的正极材料和负极材料类似,区别在于固态电解质的使用。
固态电池提升电池能量密度主要有以下几种方法:1)固态电池能够采用容量更高的锂金属作为负极。由于固态电解质具有较强的机械性能,能够抑制锂枝晶生长,实现锂金属的应用,提升电池的能量密度;2)固态电池能够充分发挥正极材料容量。固态电解质相比电解液能够耐受更高的电压,实现正极材料容量的进一步发挥,进而提升电池能量密度。

更高能量密度的锂离子电池能够进一步拓宽锂电池应用领域。更高能量密度的电池一方面在新能源汽车上能够实现更长的续航里程,解决此前由于能量密度低造成的里程焦虑问题,进一步提升产品竞争力,另一方面也能够拓宽锂电池的使用场景。低空飞行器作为未来具有前景的方向,其对于电池的性能提出了更高的要求。根据国家工信部发布的《通用航空装备创新应用实施方案(2024-2030年)》,对航空电池的性能给出了明确的发展目标:推动 400Wh/kg 级航空锂电池产品投入量产,实现 500Wh/kg 级航空锂电池产品应用验证,而这一性能要求的实现离不开固态电池。

固态电池安全性能突出。电解液和隔膜的耐温性与电池安全密切相关,采用不燃、机械性能好的固态电解质替换电解液能够解决上述问题,显著提升电池的安全性能。固态电池的高温性能较好,固态电解质的聚合物骨架在高温下呈非晶态,有利于聚合物骨架中链段的运动,无机陶瓷本身具有较高熔点。基于以上原因,固态电池可以在较宽的温度范围内工作,也显著降低了液态电池中的冷却系统需求。有研究表明,液态电池 SEI 膜在 80-120 ℃开始分解,隔膜在 120 ℃左右发生融化,进而导致内短路以及后续的热失控。而大多数固态电解质的初始放热分解温度都大于 200 ℃。因此固态电池相比液态电池具有更高的热稳定性。

1.3 固态电池产业化进程逐步加速
固态电池根据内部液态含量比例可以分为半固态电池和全固态电池。根据固态电池中电解液含量的不同,可以分为半固态电池和全固态电池。一般来讲,电解液含量超过 10%就是液态电池;半固态电池中的电解液含量占比在 5-10%,电解液的添加能够提升电池内部的界面浸润性,降低电池阻抗,是目前产业化进展较快的固态路线;全固态电池是电池完全由固态物质组成,不含任何液态成分。

各大企业纷纷布局固态电池技术。从上世纪 50 年代,科学家开始针对固态锂电池开展研究以来,至今已经历时 70 余年。尽管目前仍有一些技术问题有待解决,但是多年来材料的发展和电解质技术的进步,促进了固态电池产业的逐步落地。固态电池领域有众多企业纷纷布局,分区域来看,欧美地区主要有 Solid Power、24M 公司、QuantumScape 公司、SeeO 电池公司、法国 Bollore 公司等;日韩固态电池技术的代表企业主要有:日本丰田汽车公司、日本日立造船、日本 TDK、松下、GS 汤浅、韩国三星 SDI、韩国 LG 化学以及韩国 SK。我国成规模开展固态电池研发工作起始于 2011 年,随着国家对于基础研究工作越来越重视,投入不断增大,新材料及新工艺不断取得突破,目前我国已有多家高校及科研院所在固态电池技术方面进行布局。国内有代表性的固态电池生产企业主要有:北京卫蓝新能源有限公司(中科院物理所技术)、江苏清陶能源发展有限公司(清华大学材料学院技术)、浙江锋锂新能源科技有限公司(中科院宁波材料所技术)、台湾辉能科技等。


1.4 固态电池未来市场空间广阔
固态电池有望逐步成为主流电池技术之一:根据中商产业研究院数据,2023 年全球固态电池出货量约为 1GWh,主要以半固态电池为主。随着技术的不断进步和市场的不断扩大,固态电池有望成为主导电池技术之一。根据中商产业研究院预测,2024 年全球固态电池出货量将达到 3.3GWh,2030年出货量将增长至 614.1GWh。
固态电池市场空间有望快速增长:近几年国家不断重视固态电池行业的发展,各大高校单位已开始对固态电池进行研发。尽管目前我国固态电池行业正处于起步阶段,随着技术进步,固态电池有望实现大规模商业化应用。根据中商产业研究院数据,2023 年中国固态电池的市场空间达到约 10 亿元,2024 年中国固态电池市场空间将达到 17 亿元,2030 年将增至约 200 亿元。

2
技术路线:复合电解质有望率先产业化
2.1 电解质是固态电池中变化较大的环节
固态电池产业链构成与液态电池大致相同。固态电池产业链与液态锂电池大致相似,也包括上游资源端、中游制造端和下游应用端,两者主要的区别在于中游材料端负极材料和电解质的不同,在正极材料方面基本一致。未来随着半固态电池逐步发展至全固态电池,隔膜也将被替代。同液态电池类似,固态电池整体成本主要由电池材料成本及电池生产成本构成,其中材料成本占据了较大占比。材料成本包括正极、负极材料、电解质、集流体、结构件等组成。

固态电解质是固态电池的核心部件,也是固态电池中变化最大的环节。固态电解质在固态电池中起到锂离子传输等作用,是固态电池中的核心部件,其性能也很大程度上决定了固态电池的各项性能参数,如电池的功率密度、循环稳定性、安全性能、高低温性能以及使用寿命等。固态电解质根据材料类型不同,大致可以分为聚合物、氧化物、硫化物三类固态电解质,其性能各有优劣。目前全球固态电池企业都在不同的电解质体系上进行技术研发,目前日韩和欧美等海外企业更倾向于硫化物技术路线,致力于全固态电池的开发,产业化进程相对缓慢;而国内企业多数选择氧化物技术路线,研发的产品多为半固态电池。

2.2 聚合物是商业化较早的路线,优点和缺点均很明显
聚合物固态电解质材料较多。固态聚合物电解质采用聚合物作为基体,具有优异的性质,比如柔韧性、易加工性,可通过溶液浇铸或熔融挤出压延成膜。常见的固态电解质聚合物材料包括聚环氧乙烷(PEO)、聚丙烯腈(PAN)、聚偏氟乙烯(PVDF)、聚偏氟乙烯-六氟丙烯聚(PVDF-HFP)、甲基丙烯酸甲酯(PMMA)等。各种聚合物电解质在性能方面存在差异,如离子电导、热稳定性等。
其中 PEO 是一种热塑性结晶水溶性聚合物,其解离锂盐的能力强,而且与锂金属相容性好,稳定性强,价格也比较低廉,所以是研究较为广泛的一类聚合物电解质,但由于其结晶度很高,抑制了锂离子在电解质中的传输;PAN 是由丙烯腈单体自由基聚合而成的一种稳定性好、耐热性强、阻燃性好的聚合物。其缺点就是强度太低,很脆,易破碎,不能单独用来成型作为聚合物电解质的基体材料;PMMA 聚合物的溶剂保持能力和室温离子电导率更高, 与锂电极界面相容性好,但机械强度较差。
聚合物电解质的优点和缺点均很明显。聚合物固态电解质膜的优势和劣势均较为明显,优势方面,其安全性好、易于制备加工,且不会发生液态电解液的漏液等问题,但同时,其也具有室温离子电导率低等问题,因此,聚合物固态电解质一般不会单独使用。聚合物的黏弹性和可塑性赋予聚合物电解质加工便捷性,加工成型成本低,能设计成任意形状,具有较好的加工和形状灵活性。此外,聚合物合成条件较为简易,对温度、压力等环境要求不苛刻,适宜规模化生产。

PEO 商业化较早,但存在技术瓶颈。法国博洛雷集团从 2011 年开始尝试固态电池在电动车领域的商业化,其自主研发的电动汽车 Bluecar 搭载了 30kWh 金属锂聚合物电池,续航为 120km,这也是国际上第一个采用固态锂电池的电动汽车案例。该公司选择全固态中的聚合物技术路线,正极材料采用磷酸铁锂,负极材料采用金属锂,电解质采用 PEO。但该技术存在一定的技术瓶颈,一方面电池的能量密度较低,该电池 Pack 能量密度约为 100Wh/kg;另一方面,该电池对于工作温度有要求,其工作温度要求 60-80℃,必须持续将电池加热至 60°C 以上来维持电池内部的离子电导能力。
PVDF-HFP 有望获得规模化应用。PVDF 作为聚合物电解质材料之一,由于分子结构规整,不利于锂离子传导。为了解决这个问题,可以将偏氟乙烯(VDF) 和六氟丙烯(HFP)共聚,得到 P(VDF-HFP)共聚物。PVDF-HFP 不仅保留了 PVDF 良好的机械强度、化学稳定性、电化学稳定性、热稳定性和对电解液的亲和性,而且还降低了 PVDF 的结晶度,减弱了氟离子的反应活性,有利于吸收更多的电解液和改善电极与电解质之间的界面稳定性,是比较理想的聚合物电解质材料。
2.3 氧化物具有离子电导高等优点,产业化相对易行
氧化物电解质按晶体结构可以大致分为三种类型。氧化物电解质在微观水平上形成结构稳定的锂离子传输通道,其具有机械强度高、空气稳定性好、电化学窗口宽等优点,受到产业的重点关注。根据电解质晶体结构,氧化物电解质可以分为钙钛矿结构型(如 LLTO)、石榴石结构型(如 LLZO)、快离子导体型(LISICON、NASICON)等。其中,钙钛矿型 LLTO 电解质材料的本征离子电导较高,但稳定性相对较差;石榴石型 LLZO 电解质离子电导较高,稳定性好,受到广泛关注;钠快离子导体结构的 LATP 的电化学窗口较高,被认为是高电压固态电池的理想电解质;锂快离子导体结构电解质通过硫代方式得到的 LGPS 具有接近于液态电解质的电导率。

氧化物电解质一般搭配其他电解质使用。氧化物固体电解质具备离子电导率高、空气稳定性好,化学/电化学稳定性好等优点。但由于氧化物本身的材料特性,也存在刚性强、易碎等缺点,尤其是电极和电解质界面接触能力较差,造成循环过程中界面稳定性较差,导致循环过程中界面阻抗迅速增加。因此,氧化物固体电解质往往需要添加一些聚合物成分并与微量离子液体/高性能锂盐-电解质混合来使用。
氧化物电解质产业化相对易行。氧化物电解质粉体材料的制备方法相对较为成熟。根据氧化物固态电解质专利中所述,通过高温加机械球磨法工艺合成氧化物固态电解质粉体,借助机械球磨法配合外温加热能量为电解质合成反应提供驱动能量,同时在同一设备内实现产品高效冷却收集,设备内即可实现高效冷却至室温,即可获得成分、粒径均一,表面活性高的电解质粉体。工艺流程简单,有效降低反应温度,生产成本低,可实现连续化、自动化生产,减少对环境氛围接触。
2.4 复合电解质具备优势,未来有望成为主流路线之一
复合电解质能够结合聚合物和氧化物的优点。复合固态电解质一般是由无机填料和聚合物固态电解质复合得到的电解质。复合固态电解质结合了无机固体电解质和有机固体电解质的优点,兼具高锂离子导电率和电化学稳定性。在聚合物固态电解质中加入无机填料后得到的固态电解质综合性能较好。聚合物基体在复合固体电解质中可以发挥以下优点:聚合物的加入可以显著提高固体复合电解质的柔韧性;聚合物的存在有助于减小电极-电解液界面的电阻;聚合物通常比无机陶瓷电解质更容易加工且更具成本效益,有利于大规模制造。无机填料可以发挥以下三方面的作用:一、降低结晶度,增大无定形相区,利于锂离子迁移;二、填料颗粒附近可以形成快速锂离子通道;三、增加聚合物基体的力学性能,使其易于成膜。

复合电解质膜中的无机填料可以分为惰性填料和活性填料。聚合物基体中可以添加纳米无机填料来降低其结晶度,提高链段的运动能力,进而提升电解质的离子电导率。无机填料根据是否具有快速输运锂离子的能力分为惰性填料和活性填料。对于不能传输锂离子的惰性填料,加入聚合物基体后可以提高复合电解质的机械性能,也可以改变聚合物结晶状态来提高聚合物电解质输运锂离子的能力。对于活性填料来讲,其不仅具有上述优点,填料本身在室温下展现出较高的离子电导率,可以直接参与锂离子传输,另外活性填料具有较高的电化学稳定窗口。聚合物基体中常见的惰性填料包括:Al2O3, TiO2, 石墨烯,MOF 等,常见的活性填料包括 LATP, LLTO, LLZO, LGPS 等。
无机填料的颗粒大小和添加比例对电解质膜影响较大。陶瓷颗粒的大小和复合比例也会对复合电解质性能有影响。无机填料的颗粒大小和添加比例对电解质膜影响较大。陶瓷颗粒的大小和复合比例也会对复合电解质性能有影响。根据朱鑫鑫等在《固态锂硫电池电解质及其界面问题研究进展》发表的研究成果,相比较微米级的陶瓷颗粒,纳米尺寸的陶瓷颗粒能够显著增强复合电解质膜的电导率。此外,无机填料所占复合电解质比例不同,电解质的离子电导率也不同,并有一个最优的陶瓷颗粒比例得到的复合电解质离子电导率最高。在最优复合比例下,纳米颗粒复合电解质相比微米级具有更高的电导率,主要原因是纳米颗粒具有较大的比表面积,聚合物基体和陶瓷颗粒具有更多的相界面,扩大了锂离子的传输路径。
企业积极布局复合电解质膜,未来有望成为主流路线之一。复合电解质同时具备聚合物和氧化物电解质优势,得到产业重点关注,相关企业积极布局。据上汽集团“向新十年上汽集团新能源技术发布会”介绍,江苏清陶能源电解质采用有机和无机复合路线,能够实现降本和提升离子电导率;据起点锂电报道,北京卫蓝新能源采用氧化物+聚合物固态电解质路线,半固态电池采用原位固态化技术改善正负极界面性能。值得一提的是,上汽集团在 2024 年 5 月 24 日举办的新能源技术发布会上表示,上汽全固态电池基于聚合物-无机物复合电解质技术路线,将于 2026 年实现量产。该全固态电池能量密度超过 400Wh/kg,体积能量密度超过 820Wh/L,电池容量能超过 75Ah。2027 年,搭载全固态电池的智己新车将实现量产,并正式交付用户;后续全固态电池能量密度有望进一步提升至500Wh/kg。

复合电解质的制备方法相对易行。复合电解质的制备方法主要有溶液浇铸法、热压法和原位聚合法等。溶液浇铸法一般是将聚合物和溶剂混合后形成溶液,然后将溶液浇铸到模具中,待有机溶剂挥发完毕即可获得柔性的自支撑聚合物膜。溶液浇铸法相比其他复合方法,操作方便、便于大面积制备,但是使用这种方法制作的复合膜容易发生陶瓷颗粒的偏聚现象。热压法适用于各种比例的复合材料,但此种方法对热压设备有一定的要求。原位聚合法指的是将反应单体添加到纳米状物的层间发生聚合反应,通过此方法可以获得在聚合物基体中良好分散的陶瓷颗粒。
2.5 硫化物电解质依然是全固态电池技术首选
硫化物电解质性能优异。硫化物电解质相比于氧化物和聚合物电解质具有更高的导离子率,室温下可达到 10-3S/cm,是理想的固态电池电解质材料。根据晶体结构,硫化物固态电解质可以分为玻璃态、玻璃陶瓷态和晶态。晶态电解质按照晶体结构又可以分为硫代超快离子导体型(LATP)、硫银锗矿型和 LGPS 型。其中,LGPS 的电导率到达了 1.2×10-2S/cm,这一数值已经可以与有机电解液的离子电导率相比。但是,由于金属 Ge(锗)的使用,提高了 LGPS 的成本,严重阻碍其实际应用。

硫银锗矿型电解质优点突出,未来有望产业化。硫银锗矿结构的 Li6PS5X(X=Cl、Br、I)硫化物电解质是晶态结构的一种,其具有较低的成本、高室温电导率(10-2S/cm)、合成简单、电化学稳定性相对其他硫化物较好等优点而受到行业关注。但是,Li6PS5Cl 电解质也具有空气稳定性差、与正极材料兼容性差、与金属锂不稳定等缺点。目前,主要是通过元素掺杂、正极包覆、锂合金负极、复合固态电解质等措施来改善其性能。总的来说,硫银锗矿电解质,尤其是含卤素的电解质,因同时具备较高的室温锂离子电导率、在硫化物电解质中相对较低的成本和较高的稳定性和电极兼容性,是最具应用前景的无机固态电解质之一,未来有望率先实现产业化。
硫化物电解质制备环境要求高,工艺优化和降本是关键。硫化物固态电解质虽然具备较高的离子传导性能等优势,但同时也面临应用难题。硫化物固态电解质在空气中极不稳定,易与水和氧气发生反应生成剧毒的硫化氢气体。因此硫化物固态电解质的制备与组装均需在无水无氧的环境中进行,制备成本大幅提高。为了提高硫化物电解质的空气稳定性,实现降本目的,目前有以下几种方法:1)使用添加剂吸收硫化氢气体;2)表面涂层或钝化;3)构建硫化物-聚合物复合电解质等。其中,构建复合电解质的策略有望整合硫化物和聚合物电解质的优势,从而可能满足电解质材料的所有先决条件并加速全固态电池的商业化。
各大企业纷纷布局硫化物电解质。硫化物电解质受到国内和国外众多生产和研发机构关注。国内方面,据宁德时代首席科学家吴凯近期透露,宁德时代 2027 年小批量生产全固态电池机会很大,硫化物路线进展较快,并已建立 10Ah 级全固态电池验证平台。广汽集团今年 4 月发布了能量密度达400Wh/kg 以上的全固态电池,计划于 2026 年首先搭载于昊铂车型。据业内人士分析,广汽采用了硫化物电解质。国外方面,丰田汽车去年宣布,争取 2027 至 2028 年使全固态电池进入实用化阶段,亦采用硫化物固态电解质,此外,松下、本田、三星、宝马等不少企业也都选择硫化物固态电解质路线。

3
固态电池性能完善:界面改性技术是关键
3.1 界面性能对于固态电池至关重要
界面直接影响固态锂电池性能。由于固态锂电池中固体电解质取代液态电解质,导致电极与电解质之间的界面接触由固-液接触变为固-固接触。由于固相无润湿性,因此固固界面将形成更高的接触电阻。同时,固体电解质,尤其陶瓷电解质中有大量的晶界存在,较高的晶界电阻不利于锂离子在正负极之间传输,因此晶界电导率对固体电解质总电导率有显著影响。

固态电池中的界面接触可以分为两类。根据固-固接触界面性质的不同,可以分为化学接触和物理接触,化学接触是指两种材料在接触后可能会直接自发地发生化学反应,这在全固态电池中金属锂负极和固态电解质的界面处尤为常见。物理接触则是指电极和电解质之间为点接触,容易产生裂缝和气孔,限制界面处锂离子传输。电极与电解质的接触界面可以分为正极-电解质界面、负极-电解质界面。

3.2 活性材料表面包覆电解质能够改善界面性能
高电压正极的应用需要改善界面接触。固态电解质的应用能够拓宽高压正极材料的使用范围,但是对于含锰的正极材料来讲,其在循环工厂中容易发生过渡金属元素锰的溶出,降低电池的循环稳定性。同时,电极在充放电过程中由于体积变化而导致的界面应力会增加电极的局部畸变,使电荷转移电阻增加。如何有效抑制元素互扩散以及电极在充放电过程中的体积变化,是降低界面电阻,提高固态锂电池循环性能和倍率性能的关键。
以下几种方法引入电解质层可以改善正极-电解质接触。根据中国粉体网报道,改善正极-电解质接触的方法主要有:1)通过活性材料表面包覆电解质能够改善界面性能。构筑复合正极中的电子、离子复合导电网络,优化正极内部界面,提高固态锂电池的电化学性能;2)采用电解液等对正极和固态电解质膜进行界面润湿。利用电解液等润湿有利于优化电极和固态电解质界面,增加电极与电解质接触,减小界面电阻,提升电池整体性能;3)在活性物质中引入电解质形成复合正极。能够有效改善界面的润湿性,降低界面阻抗;4)引入界面层。界面层的引入,本质上改变了原有的正极/电解质界面结构,形成了正极/界面层/电解质的三明治结构,起到两种较好的效果:第一,为正极与电解质界面提供了缓冲区,改善界面的相容性;第二,能够抑制和引导正极、电解质之间的元素互扩散,改善界面层的锂离子扩散速率,降低界面阻抗。
新型负极与电解质材料的界面性能对电池性能影响较大。在固态锂电池中,通过采用新型负极,如锂金属和硅基负极等,能够提升电池的能量密度。固体电解质的力学性能可在循环过程中有效抑制锂金属负极中锂枝晶的生长,提高电池安全性。但金属锂还原性强,容易生成高界面电阻相,降低化学稳定性,需要对界面性能进行改进。此外,硅基负极由于膨胀问题限制了其大规模应用,固态电解质的机械性能能够抑制硅负极的膨胀。
通过引入缓冲层等方法可以改善负极与电解质接触性能。根据中国粉体网报道,改善负极-电解质接触的方法主要有:1)在锂金属和固体电解质界面处引入适当厚度的缓冲层,能够显著改善固固界面接触、抑制锂枝晶生长、缓冲电池循环过程中材料的体积变化以及保持良好的电接触;2)引入氟化锂层改善电解质与锂金属界面,可有效抑制充放电过程中的副反应;3)基于硅负极的固态电池具有优异的循环性能,循环多次后仍然能保持较高的容量比。因此,在基于 LLZTO 电解质的固态锂电池中,适当厚度的 Si 不仅可用作缓冲层改善 Li 金属与 LLZTO 的界面接触,也可直接作为固态锂电池的负极材料。
Source:中银证券
免责声明:我们转载此文出于传播更多资讯之目的,本文所用的视频、图片、文字如涉及作品版权问题,请第一时间联系小编:13510607570(同微信),我们将立即删除,无任何商业用途。
文章来源:银创智库
注:本站转载的文章大部分收集于互联网,文章版权归原作者及原出处所有。文中观点仅供分享交流,如涉及版权等问题,请您告知,我将及时处理!
