红旗国雅 biw 车门内防撞梁
这是不是自主品牌第一次在车门内防撞梁使用热成型铝板?
国雅,最贵国产车,用啥都是有道理的[二哈]
双层,看清楚
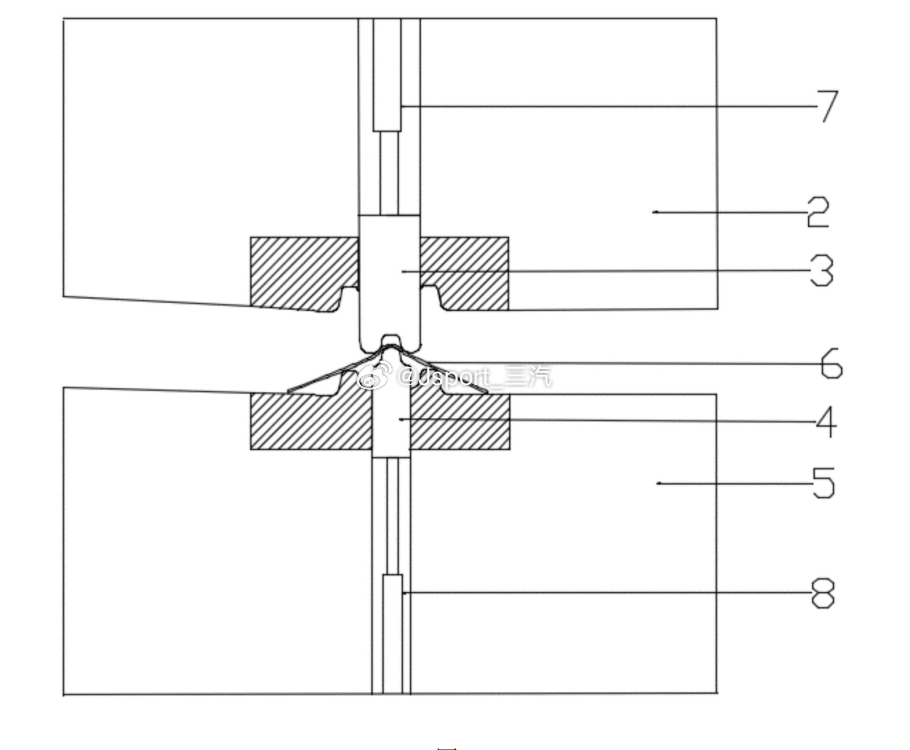
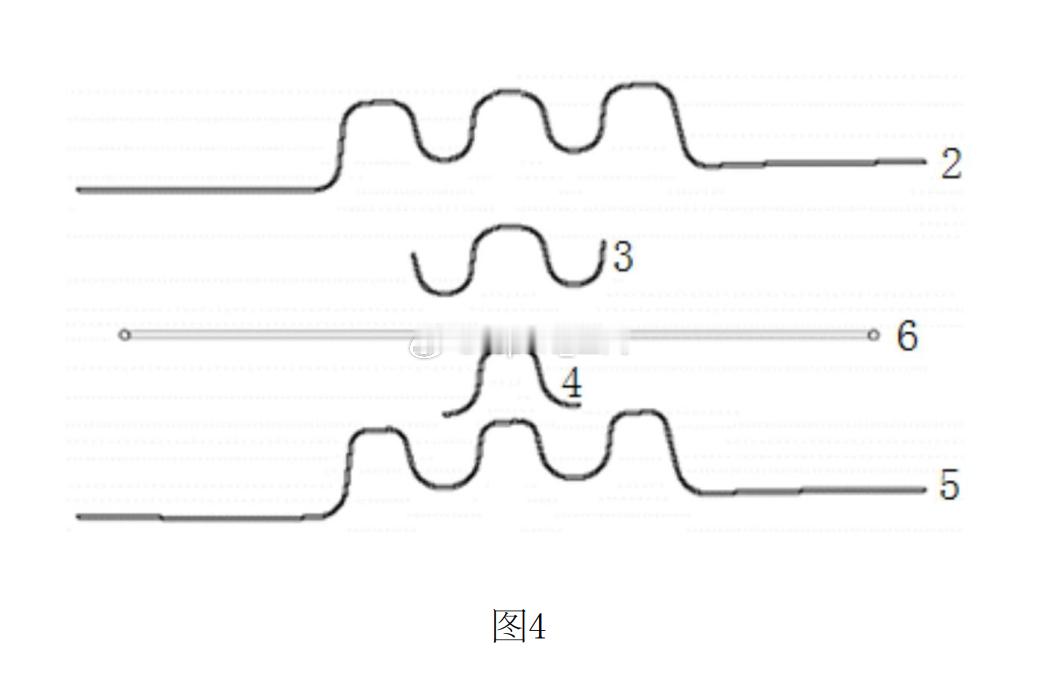
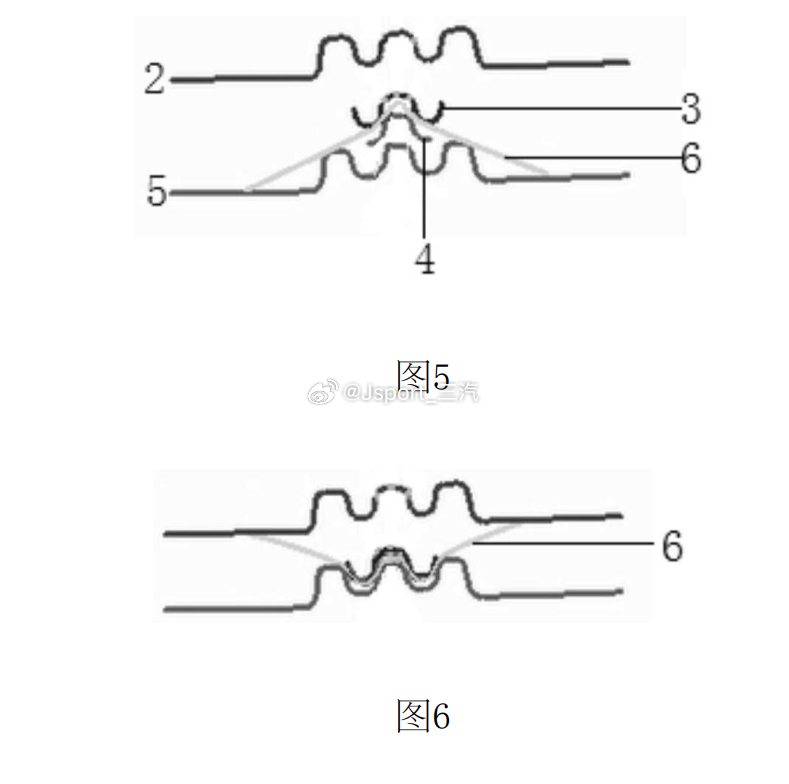
2上模、3上压料芯、4下压料芯、5下模、6板料
上模、上压料板、下压料板和下模均为轴对称图形。
上模、上压料板、下压料板和下模的对称轴重合且垂直于板料
步骤
1将板料落料或切割成所需零件的展开形状;
2将落料后的板料转移到加热炉内加热到一定温度进行固溶处理;
3将加热后的板料转移到成型模具中, 置于下模的脱料装置上; 上压料芯放置于板料和上模之间, 将下压料芯放置于板料和下模之间; 上模靠近下模方向运动, 直至上压料芯接触板料; 上模继续靠近下模方向运动, 直至板料接触下压料芯继续想下运动完成第一阶段中间凸包的成型; 上模继续靠近下模方向运动, 直至上模两侧接触板料; 上模继续靠近下模方向运动, 直至上模运行到下死点, 完成第二阶段两侧凸包成型; 再停留一段时间进行保压淬火; 上模远离下模方向运动, 取下产品; 再将产品放入保温炉中进行人工时效; 最后进行激光切割得到最终产品。
4将产品放置进行人工时效, 提升力学性能;
5对半成品进行激光切割冲孔及修边。
固溶温度430~ 450°。
成型速度设置为200mm/s; 成型速度是从上模接触板料开始
保压淬火时间为5‑10s。
人工时效温度在120℃, 时间为4H
铝热成型具有强度高、回弹小等优点, 保证车身安全的同时大幅度减轻了车身重量。通过在一套热成型模具中完成两次成型过程避免零件开裂。