激光切割是利用经聚焦的高功率密度的激光束扫描工件表面,在极短时间内将材料局部加热到几千甚至上万摄氏度,使被照射的材料迅速熔化,气化,烧灼或达到燃点,同时借助与光束同轴的高速气流吹除熔融物质,实现将工件割开,达到切割材料的目的。

切割产品
依照经验影响激光切割效果的主要因素:
1激光切割的工艺参数
衡量激光切割工艺和机械加工质量的参数主要包括激光功率。
2、切割速度
影响激光切割速度。通常来说,激光能量越高、材料厚度越小、切割气体压力越大,切割速度就快,反之同理。
现场操作时,不应当一味追求激光切割速度,还应当兼顾激光切割质量。尤其是一些外形异性的机械零件,速度和质量要节一定的平衡,确保产品质量。

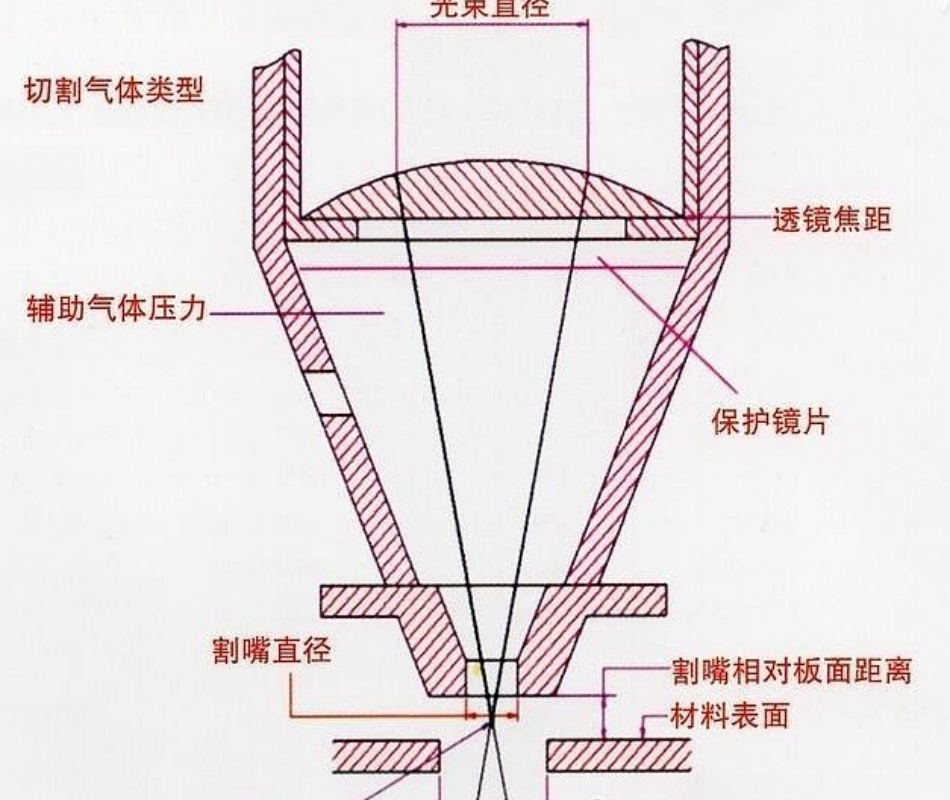
3、气体压力
激光切割喷吹的气体有以下作用:一是用来熔化切割金属材料并依靠喷吹气体的压力将液态金属吹走,形成切口;二是气体对原材料的冷却作用,能从切割区带走部分能量。因此气体对切割质量有重要影响。

在钛材料加工的时候需要采用惰性气体(氩气或者氮气)可减少氧化污染材质问题。
钛材料激光切割对成品的影响:
1毛边。钛材料激光切割一般采用氩气或者氮气为辅助气体,在割缝的底部会产生少许粘渣,但很容易清除,而切口会由于吸收了氧,产生一硬脆氧化层。
2变形。由于钛材料切割产生大量的热,产品随着加工时间加长。第一个产品和最后一个产品变形量不同。如果不能及时降低热量会导致产品变形。

