作为连续混炼设备,双螺杆挤出机主要用于塑料改性,它是随着塑料工业的发展而发展起来的,同向双螺杆挤出机最显著的特点是,螺杆和机筒都采用“积木式”设计。故而螺杆的构型对整个同向双螺杆挤出机的性能影响至关重要。
本文描述了一种常规螺杆组合,通过更换不同螺棱宽度的单头螺纹元件研究其对整个螺杆组合性能的影响。利用Polyfiow软件,从组合内物料填充度和压力状态、螺杆组合受载荷以及螺杆混炼能力等三个方面对组合的性能进行了研究。
实验组合与工艺介绍
螺棱宽度:螺棱宽度的调整是通过改变单头螺纹元件扇形端面的展开角度(如下图框选的角度)进行的,分析螺棱持续加宽对螺杆的影响趋势;但是螺棱宽度不能无限增大,过大的螺棱宽度会使螺棱间隙减小,导致该位置温度急剧上升而使物料局部热降解。

下图给出了一种335螺杆组合示意图。螺纹元件直径331mm,中心距离276mm,螺杆全长11095mm,机筒内孔直径335mm。该组合共计包括39个元件。其中编号为34~37的过渡块和单头螺纹元件是本报告着重对比的部分。对应螺棱宽度256.5mm、260mm和265.5mm三种情况。表1给出了组合中各个位置元件的类型和规格。


分析中,螺杆组合出料口压力设定值为10MPa,螺杆转速设定为241r/min。整体产能设定为45t/h。物料密度为920kg/m3。物料的黏度使用Bird-Carreau描述,相关流变参数贴近典型牌号PP。
填充度和压力分布
从图3和图4给出的螺杆组合内压力和填充度分布可以看出。在给定工艺条件下,螺杆处于较高的产能负载状态。由于仅仅是对局部螺纹元件进行替换,所以整体运行状态差异不显著。
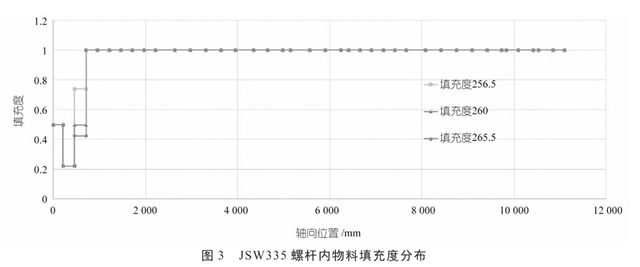
但是,从压力分布可以看出,在调换了元件后,整个螺杆上游的压力分布曲线并不重合。随着单头螺纹元件螺棱宽度的增加,其对应的压力分布曲线逐渐靠下。由于单头螺纹元件的螺棱宽度越厚,对物料的扭转限制越大,其回流效果越小,正向输送能力越强。

可见,在输送相同产能物料时,较宽螺棱单头螺纹元件的输送能力更强,也可理解为在保证相同的输送能力下,较宽螺棱单头螺纹元件能适应熔融指数更高的物料。由于整体非0压力已经延伸到加料段,所以大部分元件都处于完全充满状态。在填充度分布图中,替换三种元件后,填充度分布的差异表现在组合中第三个元件处。综上所述,更换了较宽螺棱的单头螺纹元件后,使得螺杆的填充度略微降低。
螺杆受力
螺杆在混炼过程中,物料对螺杆的作用力会表现在扭矩、轴向力和径向力三个方面。本文将从这三方面,对比两种螺杆在加工同一种物料时的受力状态。
图5、图6和图7分别给出了更换三种不同螺棱宽度的单头螺纹元件后扭矩、轴向力和径向力载荷的对比情况。由此可见,局部元件更换对螺杆组合扭矩、轴向力和径向力分布影响很小。



但是从局部扭矩数据(表2)中可以看出,单头螺纹元件螺棱越宽,物料的反作用扭矩、轴向力和径向力载荷均越大。值得注意的是,与双头螺纹元件和啮合盘元件不同,单头全啮合螺纹元件的径向力会促进两根螺杆相互靠近。增加单头螺纹元件螺棱宽度,则更加有利于防止螺杆扫膛磨损。同时,螺棱宽度增加,还有利于改善螺杆在机筒内的悬浮状态,降低螺杆和机筒的磨损。

螺杆混炼能力评价
关于对螺杆混炼能力的评价是依托黏性耗散功率、物料在组合内各个元件内的平均停留时间、以及物料在螺杆组合内经历力的剪切历程三个指标来进行对比衡量的。
由于聚合物具有剪切生热的特性,所以根据黏性耗散功率可以间接表明物料在螺杆内承受的剪切应力。停留时间表示了物料在螺杆局部各个元件内的停留时间,但是单独使用这一指标对混炼强度的表征有些片面。高的停留时间,只有与高剪切区域重合才能直接表征混炼强度。为此,这里使用了局部螺纹元件的剪切应力均值及物料在其内的停留时间乘积(局部平均剪切应力历程)作为混炼螺杆混炼能力的指标。
图8、图9和图10分别给出了黏性耗散功率、元件内物料局部停留时间分布和物料累计剪切经历分布的状态。可以看出,各组曲线均在更换了单头螺纹元件的局部出现了一定偏差。



表3给出了调换组合局部的混炼能力评价指标具体数据。可见,螺棱越宽,元件内的黏性生热越高,物料经历的混炼历程越大,但停留时间降低。总体上,增加螺棱宽度后,是有利于提高螺杆组合混炼能力的。

结论
更换不同宽度单头螺纹元件后,螺杆的运行状态发生了一定程度的变化,具体如下:
(1)在调换了元件后,整个螺杆上游的压力分布曲线并不重合。对应单头螺纹元件宽度越宽,压力分布曲线越靠下。可见,在输送相同产能物料时,较宽螺棱单头螺纹元件的输送能力更强。同时,更换了较宽螺棱的单头螺纹元件后,使得螺杆的填充度降低。
(2)单头螺纹元件螺棱越宽,物料的反作用扭矩越大、轴向力和径向力载荷也越大。加宽单头螺纹元件螺棱,有利于防止两根螺杆分开,有利于防止螺杆扫膛磨损。同时,螺棱宽度增加,还有利于改善螺杆在机筒内的悬浮状态,降低螺杆和机筒的磨损。
(3)增加螺棱宽度后,有利于提高螺杆的混炼能力。
文章来源:《同向双螺杆单头螺纹元件螺棱宽度变化对螺杆运行的影响》王禄,刘鑫传,王小平,苗泽宝
